




Topwell promig 500xp 3 IN 1 MIG WELDING MACHINE 500 amp MIG WELDERS WITH ARC GAS FLUX CORED WELDING MACHINE replace lincoln
- Model
- PROMIG-500XP
Item specifics
- Input Voltage
- 3PH ~ 400V ±15%
- Rated Output(40℃) 100%
- MIG: 500A/39V
- Features
- High Speed Pulse, Ultra Low Spatters, Hybrid Pulse
Review
Description
DETAILS
High Speed Pulse MIG Welding
PROMIG 500XP
Synergy Control
Improved Operation Process & Controls
High Speed Pulse (HSP)
High-Speed Double Pulse (HDP)
High-Speed Spray Arc (HSA)
Micro Double Process (MDP)
Ultra Low Spatter (ULS)
Ultra Concentrated Arc(UCA )
Hybrid Pulse Control (HPC)
High Speed Spot (HSS)

Simple Operation
3 Steps to achieve weld perfection
1. Select operation mode
2. Select Processes-list No.
3. Adjust welding current
(always the perfect setting by the synergic function using the material thickness)

Synergy control With Processes-list
The Processes-list display is easily and intuitively controlled through its graphical user interface. We assem bled the perfect welding curve in every Process-No. to help the users choose the best welding process for carbon steels, aluminum alloys and stainless steel. Operation is easier than ever before.

Memory storage function
Users will have a variety of welding needs and hope to set the most suitable welding parameters for different materials and workpieces. PROMIG XP Series has memory storage function, up to 999 independent welding tasks (Jobs) to maintain/save different welding operation parameters. Select and quickly restore previous settings with one click, making operation simpler and more efficient.

Flexible control mothods
you can regulate the machine everywhere ----- at the power source, at ....

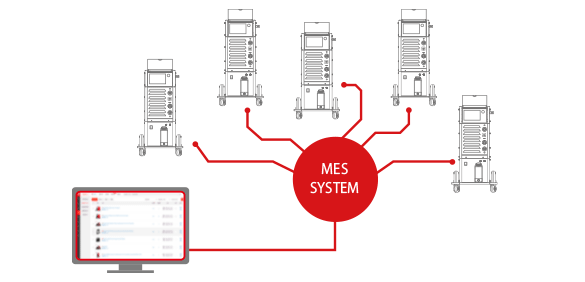
Capable for future intelligent fabrication
Optional user management
PROMIG 500XP is equipped with with active user management and assigned NFC keys to set protection and permissions for parameter adjustment.

It can also choose to connect to the MES system, which is more suitable for modern production data management.
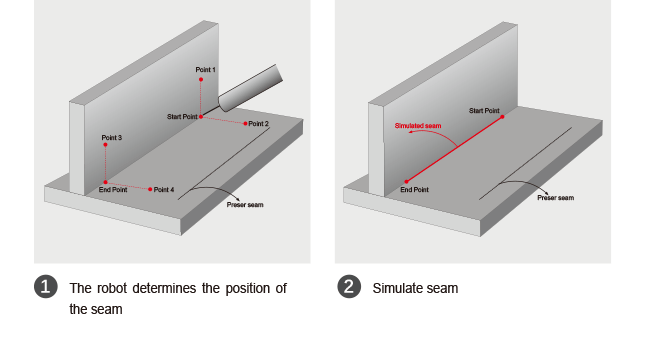
Ready for robot welding
Robotic with advanced MIG process package, PROMIGXP Series achieve ultra-high efficient welding with perfect welding performance.

Using built-in communication protocols, there is no need to add additional external communication modules. Optional packages for robot interfaces are implemented through digital ports, including EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 etc.

The welding machine parameters interact with the robot in high-frequency real-time, which can accurately track the arc position and perfectly support the robot's arc tracking.

Improved Operation Process & Controls
Arc Length control
With the arc length control, no matter the changing distance between the torch and the workpiece, or the welding voltage, the arc length is kept constant, and the seam quality and appearance remain unchanged.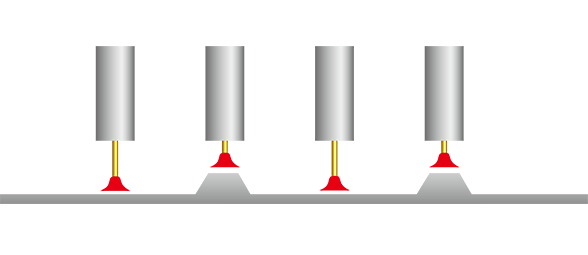
Dynamic control
The arc can easily be adjusted depending on the workpiece and positions as well as to the individual preferences of the welder through Dynamic Control. Changing the arc to soft or hard or anywhere in between, increases the reliability for a good root formation and side fusion even with a non-ideal position of the torch.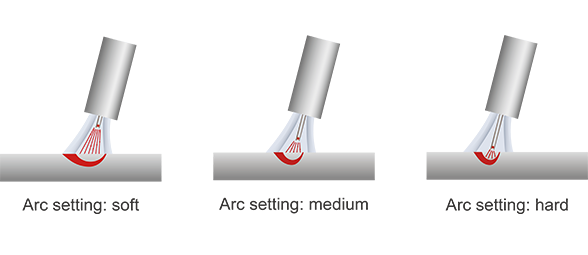
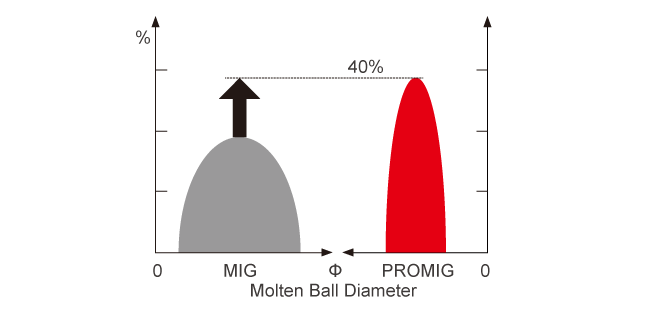
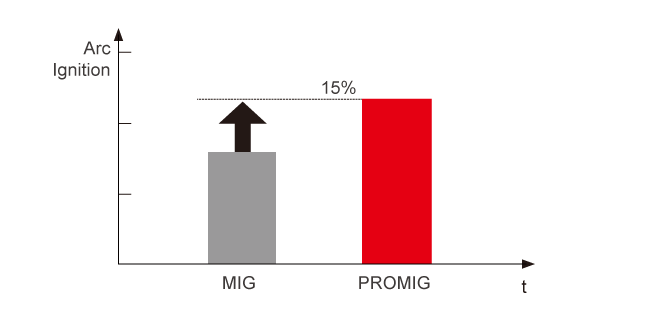
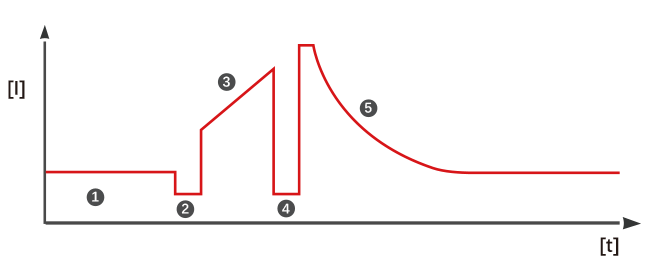
Initial arc control & burn back control
Initial arc control is used to improve the success rate of arc ignition and form a smaller molten ball. Burn back control enhances the function of eliminating molten ball, making the secondary arc initial easier.
Pulse MIG with larger current difference
The PROMIG XP Series is an upgraded model and machine that is compatible with more advanced pulse pricesses. Can provide a higher peak current and a larger current defference that is more suitable for aluminum alloy welding, easily triggering a stable arc and cleaning oxides, while generating enough heat to melt the metal and obtain high-quality welds.
Premium push-pull gun
Using the most durable motor and drive design, and installing the wire drawing motor close to the welding position, the wire feeding is smoother and less likely to get blocked, especially in aluminum welding conditions, which improves wire feeding performance and arc stability.
Equipped with LCD screen display and function keys, it can communicate with the power machine to adjust welding procedures and parameters.
Communication between the digital welding torch and machine enables enhanced the synergy welding, as the wire speed increases/decreases, the MIG parameters increase/decrease to match the appropriate power required.


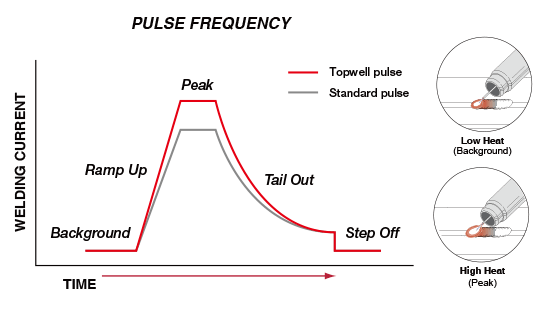
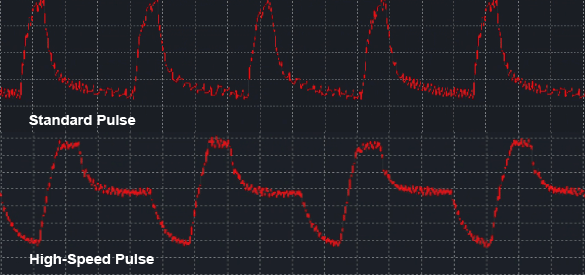
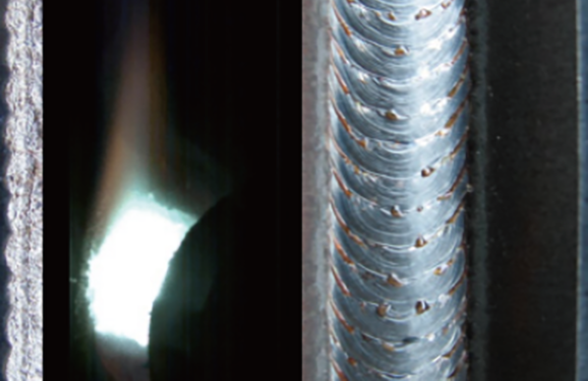
The precise control of pulse period ensures the stable process of droplet transition, with only one drop of metal shooting out from the tip of the welding wire within a pulse period. Therefore, it will not generate a large amount of spatters, even under high current, reducing cleaning work and improving the appearance of the weld.
The powerful data accumulation has shaped the perfect pulse waveform of PROMIG 500XP, with multiple welding parameters working together. As the wire speed increases/decreases, the pulse or MIG parameters will also increase/decrease to match the appropriate power required to achieve a more perfect welding curve.
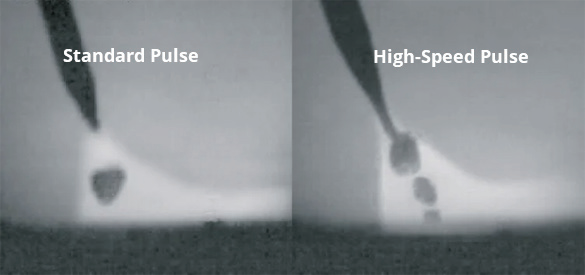
HSP - High Speed Pulse Technology
-Specifically designed for demanding workshop use, the deposition rate can increase 25~48 % for various materials, whether used in manufacturing thick materials or sheet metal.
-The High-Speed Pulse(HSP) process enables you to save time, money, and energy compared to traditional pulse welding. This process is ready to raise pulse welding to a whole new level!
-In general, One pulse melt one droplet, but we increase the submission of these droplets by TOPWELL’s New High-Speed pulse process.The transition will be faster, narrower HAZ zone and deeper penetration!
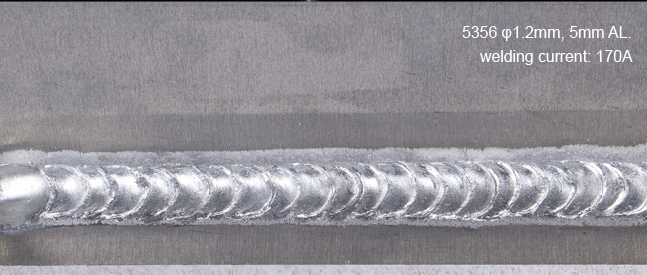
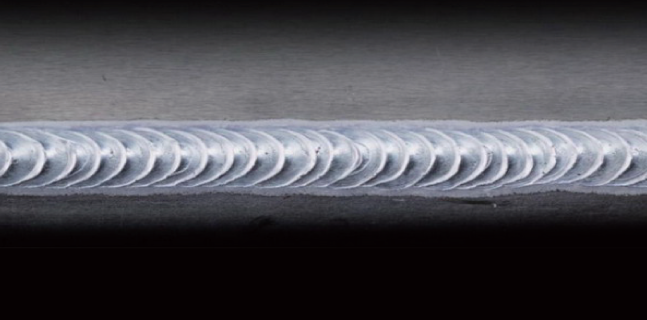
Get better welding seam
Less heat input, less spatters, less rework.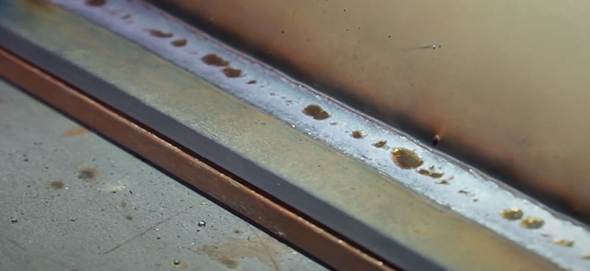
Get higher welding strength
Deeper penetration, no undercut defects, higher strength.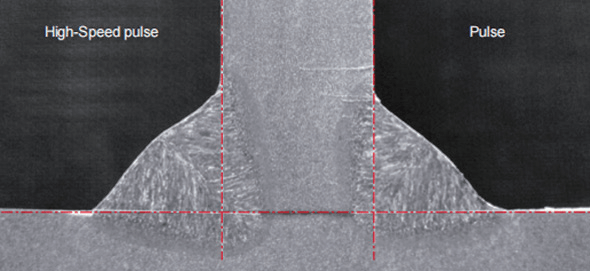
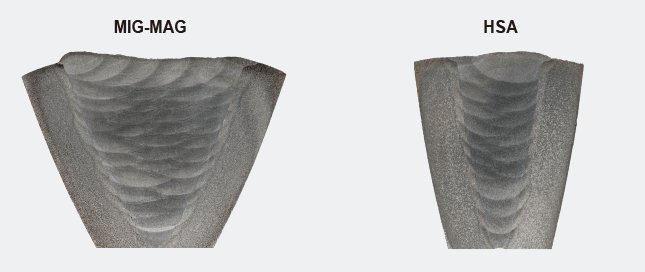
HSA - High Speed Spray Arc
The perfect combination of a highly concentrated and extremely stable arc with high density. HSA delivers deeper penetration, narrower heating zone, allows smaller opening angles for multi-layer welding, significantly improves the welding speed up to 30% faster than conventional MIG-MAG welding. It makes welding more efficient and more economical.
Smaller opening angle
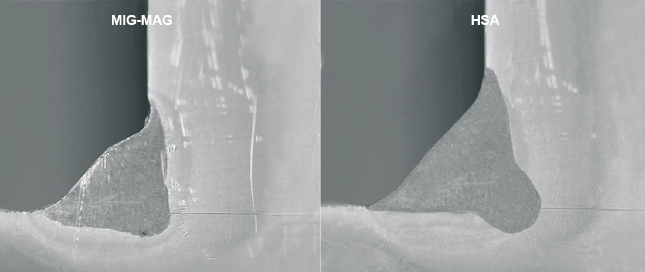
Deeper penetration
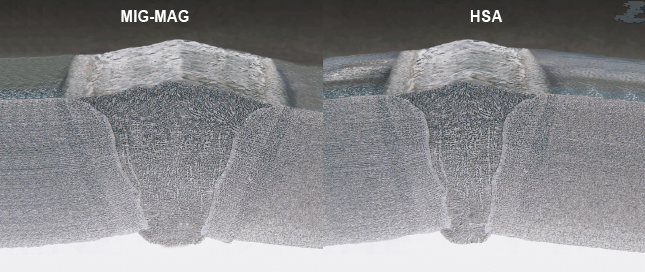
More material saving
Higher welding efficiency
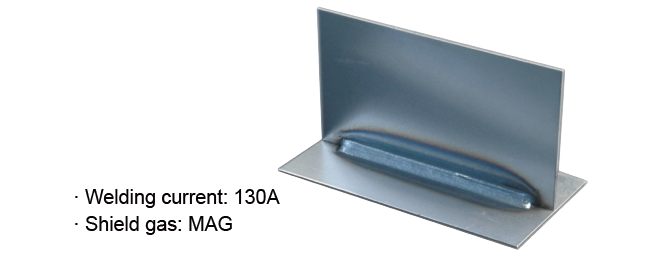
ULS - Ultra Low Spatters
The ULS process is a modified short-arc transfer arc with perfect waveform setting that greatly reduces spatter generation. In the pinch phrase, there is a special current interruption, the energy is extracted under the program setting, avoiding the explosion caused by the large current, and the surface tension of the molten pool warms the generated droplets. Even in CO2 and MAG welding, it can minimize the spatters, which means less rework, fewer rejects, less cleaning required and savings on wearing parts.

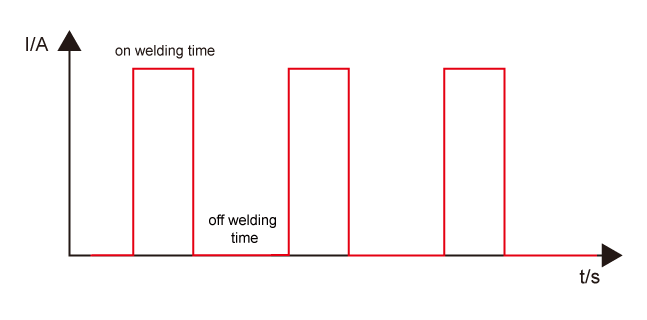
HSS - High Speed Spot Technology
HSS is the high speed spot welding, which is perfectly combining the welding process, arc physics, high dynamic power response and powerful motor control technology, short in arc ignition time and arc ending time, a welding spool can be formed swiftly. A spot welding cycle is quickly completed, cycle over and over, by adjusting the time gap with the robot to get the fish scale you wish, weld seam is clear and beautiful.

HPC - Hybrid Pulse Control
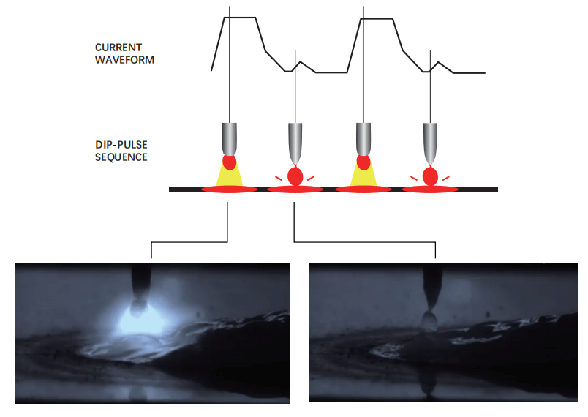
The key is synergetic waveform controlled welding process control variants applied in MIG welding which are Pulse(spray arc) and short-circuit transfer types in one duty cycle. It delivers exceptional directional stability, deep penetration and free-spatters.
HPC Vertical-up Welding Process
MDP - Micro Double Process
MDP is Micro Double Process, ultra-precise on the synergy Pulse wave-form controlled process-control, freely adjust the weld seam chevrons from coarse to fine. The key is that when the high and low pulses alternate, there is no droplet formation in the low pulse phase. The advantage of MDP are precise energy input, low distortion, perfect TIG-like welding appearance easily produced by anyone, and the welding productivity can up to twice as quick as the conventional TIG. MDP is particularly suitable for thin to medium-walled (1-8mm) Aluminum, Steel, and CrNi applications, like frames, tables, beds, and furniture structures.

VIDEO
SPECIFICATIONS
Machines
|
Product Name
|
ProMIG-500XP
|
|
Machines Processes
|
SMAW GMAW FCAW GMAW-P GMAW-HSP |
|
Wire Feeder
|
4-Rollers
|
Product Weights & Dimensions
|
Dimensions(L*W*H):Machine
|
950x460x1080 mm
|
|
Dimensions(L*W*H):Wire feeder
|
710x350x500 mm
|
Net Weight : Machine | 66.5KG |
Net Weight : Wire feeder | 15KG |
Basic Specification
|
Mains voltage(V)
|
3PH~400V±15%(50/60Hz)
|
|
Max.Load Power Capacity
|
25.18KVA
|
|
Rated Duty cycle at 40℃(105℉): 60%
|
500A/39V |
|
Rated Duty cycle at 40℃(105℉): 100%
|
400A/31.5V |
Open Circuit Voltage | 70V~80V |
Power Factor | 0.87 |
Efficiency | 89% |
Wire feed unit | 4 rollers |
Wire feed speed rang | ~25m/min |
Wire Spool Capacity | 300mm(15kg) |
Wires φ (mm): Fe | 0.8~1.6mm |
Wires φ (mm): Alu | 1.0~1.6mm |
Wires φ (mm): Flux-cored | 0.8~1.6mm |
YOU MAY ALSO NEED

Push-Pull Gun

Remote Control

Welding Jacket

Preminum welding helmet









